Server-Online
400-1133-638
13925536251
Common targets for coating (color) processing
The biggest difference between the color film layer and the conventional color film layer is the C value and H value, so it can be said that black is also a color film layer.
Zirconium + nitrogen: yellow-green to golden yellow
Zirconium + methane: dark light black
Zirconium + oxygen: white, transparent film
Zirconium + nitrogen + methane: gold, imitation rose gold
Chromium + methane: dark light black
Chromium + Nitrogen: light black
Chromium + nitrogen + methane: silver gray
Chromium + oxygen: light yellow, purple, green
SUS+Oxygen: Purple
SUS + nitrogen: blue
SUS+methane: bright black
SUS+methane+nitrogen: blue-black
Silicon + Nitrogen: Black
Silicon + oxygen: cloudy white, transparent film
Silicon + methane: yellow, green, blue, black (only black can be adjusted if the target purity is higher than 99%)
Titanium + Oxygen: The optical film is colorful and cut, and you can understand it without much introduction.
Titanium + methane: deep and light black (DLC preparation cannot meet the standard)
Titanium + nitrogen: Imitation gold, brass, purple, red
Titanium + nitrogen + methane: imitation rose gold, black green, vintage yellow, brown, purple
Tungsten + nitrogen: brownish yellow
Tungsten + methane: deep and light black
Tungsten + oxygen: purple, bright yellow, brown, blue
The above are only common materials for decorative films and their common gases. Usually, methane and acetylene can be used interchangeably, but methane is better for some colors.
In addition to the above commonly used materials, metal targets also include nickel, aluminum, tantalum, hafnium, manganese, copper, zinc, indium, tin, etc., which are all used in coating. Multi-quality targets such as titanium-aluminum, chromium-aluminum, titanium-zirconium, copper-manganese, nickel-chromium, silicon-aluminum, vanadium-rhenium, tungsten-molybdenum, etc.
Vacuum coating high-purity gas use
In the work of vacuum ion coating equipment, different gases are used to produce the liquid gas, and the color of the liquid gas will also be different. Argon is generally used to create a coating environment. When plating titanium and chromium, the industrial gas can be filled with nitrogen to produce silver and chromium. If you want to produce black or gray products for yellow products, you need to add acetylene gas and oxygen to produce blue products. In addition to gas, the color of the product produced is also affected by conditions such as pressure, temperature, and time.
What is the principle of gas utilization in vacuum plating evaporation?
Under the condition of high vacuum, the high-purity coating metal (such as aluminum) will freely fly away and settle on the surface of the workpiece after being evaporated at high temperature, forming a coating. Argon is a protective gas to prevent the oxidation reaction from affecting the coating quality.
What is the use of argon gas in the electroplating process?
Argon does not participate in the reaction, but only increases the air pressure to improve the discharge conditions of the target during coating. Argon is not used for coating, but is mainly used to create a coating environment. Both nitrogen and argon are inert gases. After rushing in, one can exclude oxygen and prevent oxidation. Second, the content ratio of nitrogen and argon in the diffusion pump is different, and different colors can be coated. The main purpose is to change the coating. The color of the product.
In the vacuum coating industry, how to control the flow rate of argon gas?
If it is the gas used to adjust the pressure during coating, I think it is as follows: if argon is only used to adjust the pressure, the primary pressure can be ignored, but the secondary pressure should be less than 0.5 atmospheres. The same is true for nitrogen, mainly because if it is too large, the pressure in the vacuum chamber will change too drastically, resulting in errors. If the ion source is used, the argon gas intake volume should not be too large, which will lead to excessive ion volume and burn out components. Pressure is no different than above.
Any solid material will dissolve and absorb some gas in the atmospheric environment, and when the material is placed in a vacuum state, it will outgas due to desorption and analysis. The rate of outgassing is directly proportional to the gas content in the material. Different materials analyze different gas components, as well as the temperature and time of analysis.
Various pumps have different pumping rates for gases with different components. When vacuuming, the atmosphere in the container is first pumped out (this part of the gas is quickly pumped out, and the gas in the furnace is basically exhausted at 10-1Pa), and then the gas desorbed on the surface of the material diffuses out from the inside of the material to the surface The gas, and the gas that penetrates into the vacuum through the wall. Therefore, after the goods enter the furnace, insulation and degassing must be carried out, because the goods will absorb some impurity gases before entering the furnace, and we need to heat them properly. Gas analysis desorbs the surface of the product. Taking stainless steel as an example, in addition to the gas adsorbed on its surface, some gases will be precipitated inside the steel during the continuous heating and heat preservation process. The existence of these gases often has a greater impact on the purity and color of the film, and the film layer Adhesion is also greatly affected.
Therefore, when the vacuum coating machine is coating, the quality of the film layer and the gas play a key role, which is an indispensable step in the coating process.
Vacuum Pump Technology Encyclopedia
With the development of vacuum applications, there are many kinds of vacuum pumps, whose pumping speed ranges from a few tenths of a liter per second to hundreds of thousands or millions of liters per second. The ultimate pressure (ultimate vacuum) ranges from rough vacuum to extremely high vacuum above 10-12Pa.

Classification of vacuum pumps
According to the working principle of vacuum pumps, vacuum pumps can basically be divided into two types, namely variable displacement vacuum pumps and momentum transfer pumps. The variable displacement vacuum pump is a vacuum pump that uses the periodic change of the volume of the pump chamber to complete suction and exhaust to achieve the purpose of pumping. Gas is compressed before exiting the pump chamber. Momentum transfer pumps (molecular vacuum pumps) rely on high-speed rotating blades or high-speed jets to transfer momentum to gas or gas molecules, so that the gas is continuously transferred from the pump inlet to the outlet. (Introduction in a separate section) Variable displacement vacuum pumps are divided into: reciprocating type, rotary type (rotary vane type, slide valve type, liquid ring type, Roots type, screw type, claw rotor type), and other types.

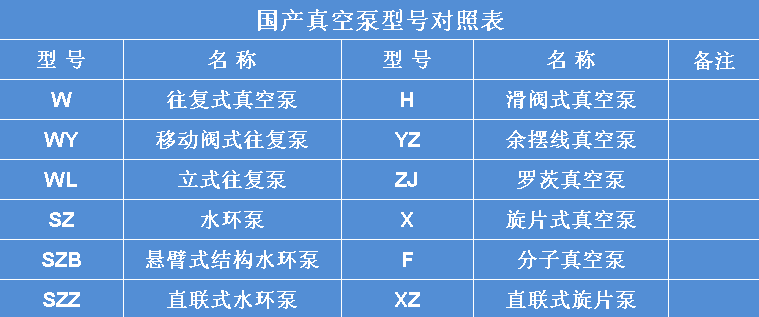
Vacuum pump specifications and model representation
The models of various domestic mechanical vacuum pumps are usually expressed in Chinese pinyin letters. The Chinese Pinyin letter indicates the type of pump; the number before the letter indicates the number of stages of the pump, and "1" is omitted for single stage; the number after the horizontal line after the letter indicates the pumping speed (L/S)
300 meters southwest of Jindu Police Station, Century Avenue, Jindu Town, Gaoyao District, Zhaoqing City, Guangdong Province, China
+86 400-1133-638
+86 13925536251 (Mr. Deng)
380236471@qq.com
Copyright © 2022 Zhaoqing Dingyi Technology Co., Ltd
